
Kiln Lubrication is the Key to Optimum Productivity
We all have a tendency to come across a problem, and then wait until the last possible second before we look into fixing it. While this is part of human nature, it isn’t ideal when working with complex machines such as a rotary kiln.
Why? Because a proactive approach to kiln lubrication can result in significant cost savings. Maintenance managers in any industry will want to implement lubrication as part of regular kiln maintenance because of its many benefits. Said industries include: pulp and paper, cement and lime, waste processing, petroleum and asphalt, mineral, mining and phosphate, gypsum, clay, and kaolin, iron ore and aluminum, chemical, and beverage.
Therefore, if you don’t already utilize it, here’s why kiln lubrication is necessary and how to stay proactive against the multitude of problems that can occur with rotary kilns.
Why Kiln Lubrication is Important
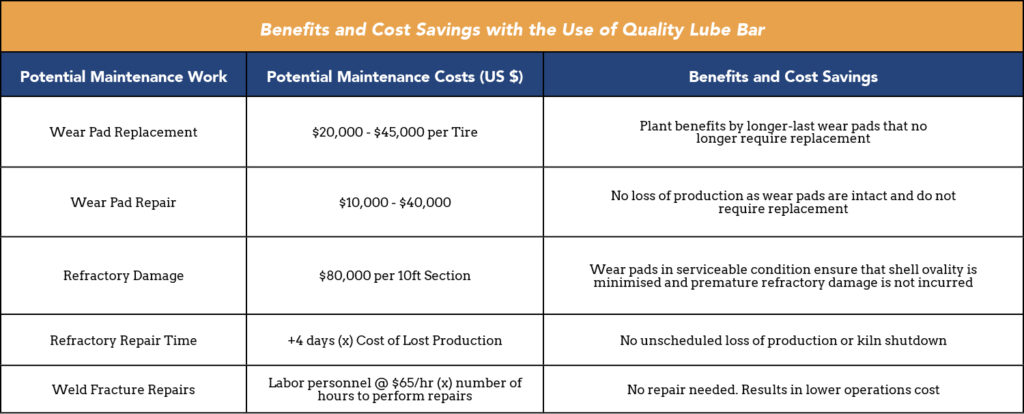
The cost of reacting to maintenance problems are enormous in comparison to the costs of preventative maintenance with quality lubrication. Here are four common issues that are a direct result of a lack of tire lubrication.
1. Overall Wear
As the kiln shell rotates on the outer surface, the tires rotate independently while cradling the kiln shell. The heavy loads associated with cement kilns result in extreme metal-to-metal stresses, including sliding and rolling friction that lead to even worse conditions.
For example, cold welding is the process of two metals fusing on contact. As you can imagine, this can lead to serious, costly damages that require immediate repairs. Galling is a form of wear that happens between sliding surfaces under pressure and is especially prominent if the surfaces are not lubricated.
Potential tire damage can be somewhat prevented with wear pads that are meant to be worn. However, the longer the life of these wear pads, the longer the kiln’s components will last. To reduce overall wear, a proactive approach to protecting the kiln through weekly applications of lubricant will maximize longevity of equipment — reducing costs and increasing production.
2. Refractory Damage
Refractory materials in the kiln are made to withstand intense elements, but they are not indestructible. Extreme temperatures, chemical gases, and heavy pressure will lead to refractory damage over time. In turn, this can lead to expensive repairs if the tire surfaces are not well lubricated for protection.
As most engineers and maintenance managers are aware, the cost to repair refractory damage can be up to $80,000 per every 10 feet. Keep in mind this doesn’t include the cost of an unscheduled halt in production in order to make the necessary repairs. To avoid sudden kiln shut down, stay proactive and use a high-quality lubricant to avoid maintenance problems down the road.
3. Fractures
Fractures across the kiln’s shaft surface is easily preventable with lubrication as well. Fatigue due to the intense pressures and substances can cause fractures in several areas. Unless obvious to the naked eye, scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) may be needed to analyze weld fractures.
In terms of repair time, fractures may take 65/h to complete, along with the number of hours to perform repairs. Putting a strain on production and, like the other scenarios above, triggering other issues.
4. Creep
The fourth consequence of poor tire lubrication is the development of a creep. This condition is defined as the difference between the distances travelled by the tire and the kiln shell during a single revolution of the kiln. To determine the average creep distance, most plants mark the shell and tire with soapstone. After 10 revolutions, the distance separating the mark on the kiln tire and the mark on the kiln shell is measured. This measurement is then divided by 10 to give the average creep.
Maintaining the originally-designed creep is another vital component for optimising kiln operation. Excessive creep can be an indication that the wear pads are in need of repair or replacement. Worn wear pads will result in ovality and can result in the loss of refractory brick. The amount of creep a kiln experiences is a strong indicator of the current status of the wear components. However, creep measurements are only one indication of wear.
Without proper tire lubrication, the wear of the mating surfaces will continue. Just because you have ‘good creep’, does not mean your wear pads are not eroding away before your very eyes!
Why Kiln Lubrication is the Key to Avoiding Costly Repairs
The need for tire lubrication is fairly obvious, and should be a standard protocol. By proactively lubricating the kiln with a quality lube bar that offers optimum lubrication, your plant will not only save money on repair or replacement costs, but it will also minimize unscheduled loss of production.
It is both more labor and cost efficient to take the proactive approach of applying quality lubrication bars, than to simply react to potential problems and have to deal with repair and replacement. Consistent use of a well-designed, well-formulated product will result in kilns operating as designed for optimum productivity. And who wouldn’t want that?
Do All Lubricants Work the Same?
While all lube bars would seem to meet all the lubrication requirements, not all are of sufficient quality to do so.
For starters, the composition of the lube bar is very important. While most lube bar manufacturers use graphite, carbon, and metallic metals, the concentration percentage of each (in addition to the binder chosen to deliver these components) vary greatly in performance. Binders that contain waxes or oil, whether petroleum-based or agricultural-based, have auto-ignition points of around 550-700°F. Such low tolerance can create safety concerns for workers applying the lubricant.
Furthermore, when these oil binders melt, the bars become slick and tend to drip. Product may spill onto the kiln shell, rather than the inside tire bore where lubrication is needed and waste the product.
In short, the answer is no, all lubricants do not work the same.
Easy Bar Lube for Tire Lubrication
At the other end of the spectrum, higher-quality lube bars contain a significant percentage of superior graphite, custom mineral, and metallic components. Easy Bar lube is trusted by big names in the industry for a reason. With better products and improved functionality, our bars are excellent at doing their job.
The proprietary binder on these bars has an auto-ignition point of over 1000 degrees Fahrenheit or 586 degrees Celsius — ensuring worker safety. When a high concentration of these unique components are applied, the lubricant benefits are immense. With a protective layer of premium lubricant spread across the entire tire bore, the metal-on-metal contact is minimized and the lubricant becomes the sacrificial component that is worn away, instead of the costly wear pads. Proper lubrication will allow to maintain the originally designed creep while greatly minimizing the likelihood of scoring, galling, and cold welding damage of the kiln’s components.
Try Easy Bar for Free
All of this information won’t mean much if it is not put to the test.
We know that you will love Easy Bar just as much as we do. Try out our bars and let us know what you think. This way, you can get started on implementing a new maintenance routine to ensure your kiln lubrication is up to snuff.
Contact us below to order free samples of Easy Bar lube.